
Tech Tips & News
Get the latest tech tips, news, and industry updates straight from the pros.
Insights
How to determine the proper gagemaker tolerance for a cylindrical plain plug and ring gauging application using go / nogo limit gauging
Marketing 📅 March 11 , 2023
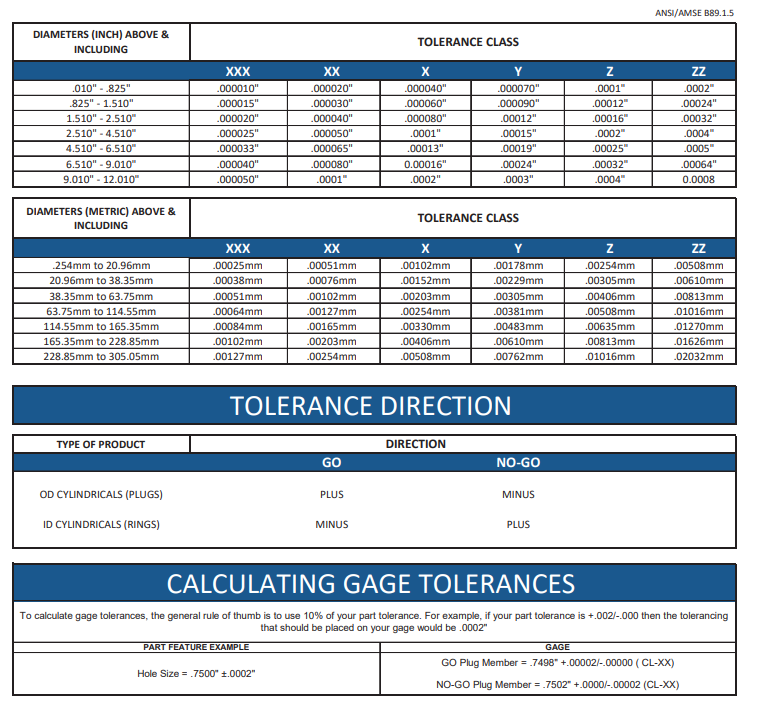
The industry standard is referred to as the ten percent rule. This practice requires that 10% of the product tolerance is divided between the GO AND NOGO gauges. For plug gauges we use a plus tolerance on the GO member; and a minus tolerance is applied to the NOGO member. Ring gauges receive a reverse tolerance; GO member is minus and NOGO is plus tolerance.
This 10% rule results in gauge tolerance always being included in the part tolerance by up to 10%. This rule results in the possibility that up to 10% of good product is rejected; but no bad product would pass inspection.
Example:
A part with a hole diameter requirement of 1.000” +/- 0.001”. Therefore hole diameter range is 0.999” to 1.001”. The product has a combined tolerance of 0.002”; 10% of this combined product tolerance is 0.0002”. Divide 0.0002” by 2 = 0.0001”.
ANSI/ASME B89.1.5 provides a tolerance chart to define the recommended class tolerance. In the above case 0.0001” is classified as a Z tolerance. The GO member would be specified as 0.999” plus 0.0001” tolerance and the NOGO would be specified as 1.001” minus 0.0001”. The gauge would be marked 0.9990” 1.0010” class Z GO/NOGO plug gauge.
Selecting a higher gagemaker tolerance of X or XX will consume less product tolerance and allow the acceptance of slightly more product but with less gauge wear and shorter life expectance on the gauge.
Insights
Maintenance & Preservation of Gauges
Marketing 📅 June 29, 2022
Maintenance & Preservation of Gauges
◾ Gauge need to be thoroughly cleaned before and after use with either Alcohol or suitable solvent which do not contain water or leave an oil buildup.
◾ Starrett M1 oil should be used when gauges are not in use. Do not use WD40 as it leaves a greasy buildup; really bad on gauge blocks.
◾ The component must also be clean and free of metal particles.
◾ Do not use thread gauges forcefully: like a tap or die.
◾ Do not allow the gauge to be dropped on the shop floor, the gauges are brittle and may
◾ Please note that the limit gauge is a precision tool and should be handled carefully.
Gauge Life
It is very difficult to predict gauge life. Gauges used against cast iron, aluminum and stainless/duplex steels have faster wear due to lapping effect of these material . However, gauge life can certainly be improved by proper use and care of the gauges as defined above. A calibration interval of one year to start and adjust after a history is established.
Troubleshooting
A working gauge answers/enters the components but the inspection gauge doesn't answer:
This is normally due to the size of the inspection go gauge slightly above the working go gauge. In such case the working gauge dimensions may be worn out or gauges are at either ends of the gauge tolerance. For future use, interchange the working and inspection gauges; and decrease your calibration interval.
Go gauge doesn't enter but the nogo answers freely:
This occurs due to major diameter of nut i.e. internal thread or minor diameter of bolt i.e. external thread is not maintained properly The major diameter of the go plug and minor diameter of the go ring gauge is sharp and hence obstructs with the corresponding diameter on the component. Hence the operator takes more material without correcting the tool sharpness. The nogo major diameter/minor diameter being more truncated than the go gauge, enters the component. The go gauge controls all the thread parameters and will not enter if any of these are incorrect. If there is no control on the actual point of error, the effective diameter of the component becomes oversized and the nogo gauge enters.
Insights
Solid Ring Gauge vs Adjustable Style
Marketing 📅 June 29, 2022
Solid Ring Gauge vs Adjustable Ring Gauge (AGD)
At Northern Gauge we provide a solid ring design because we know that it is superior to AGD (American Gauge Design) for the following reasons:
◾ Dimensionally more accurate; we can physically measure the pitch diameter and minor diameter. AGD rings are never truly round. AGD ring Pitch Diameters are based on the pitch diameter of the set plug. So basically you only know it's larger than the Pitch Diameter of the Set Plug; how much larger nobody knows for sure.
◾ No setting plug needed for calibration or Manufacture; a cost saving as you are not forced to purchase the set plug if the gauge manufacturer doesn't have it in stock.
◾ More care-free, if dropped it doesn't have to be re-calibrated. With the price of AGD setting plugs it make's good economic sense to go with a solid ring and perform your periodic calibration based on usage.
◾ Our solid rings are economically priced in comparison to AGD style.
◾ Once you try using our solid rings you'll never go back to AGD.
Insights
How to use API Buttress Casing Gauges
Marketing 📅 June 27, 2022
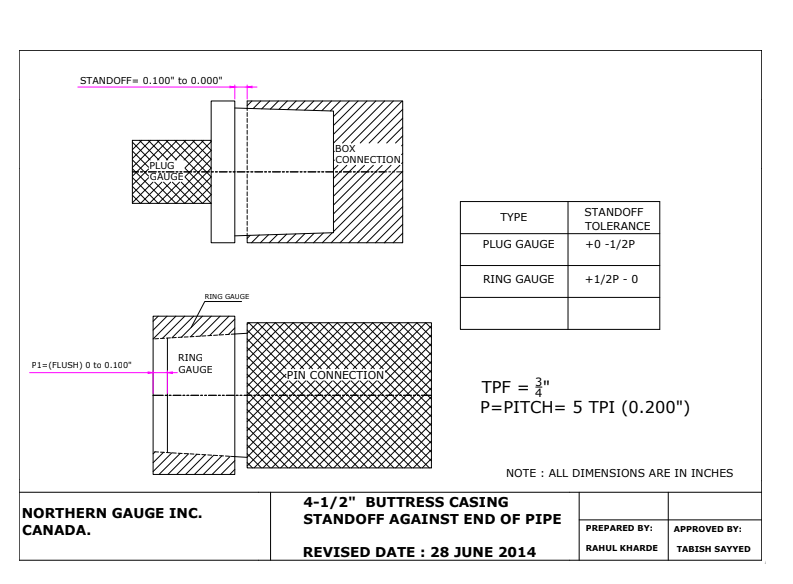
4-1/2″ Buttress Casing Standoff to End of Pipe
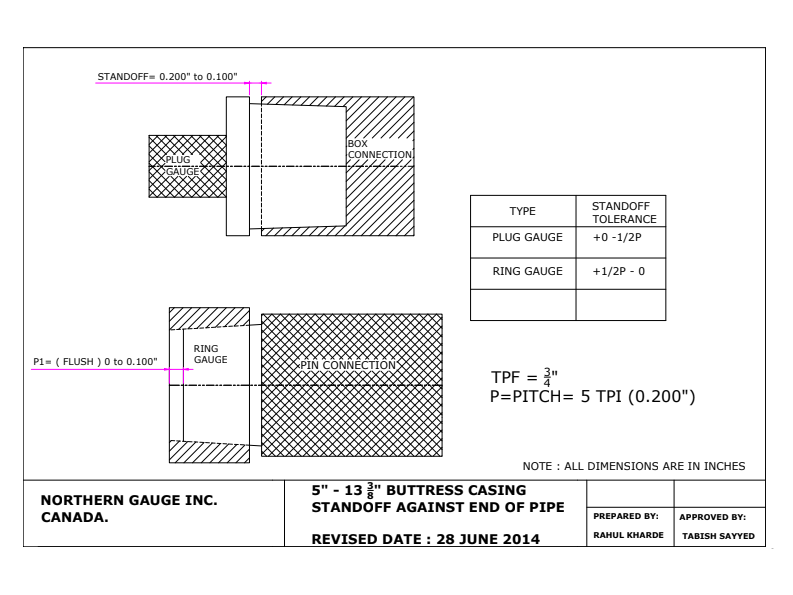
5″ to 13-3/8″ Buttress Casing Standoff Against End of Pipe
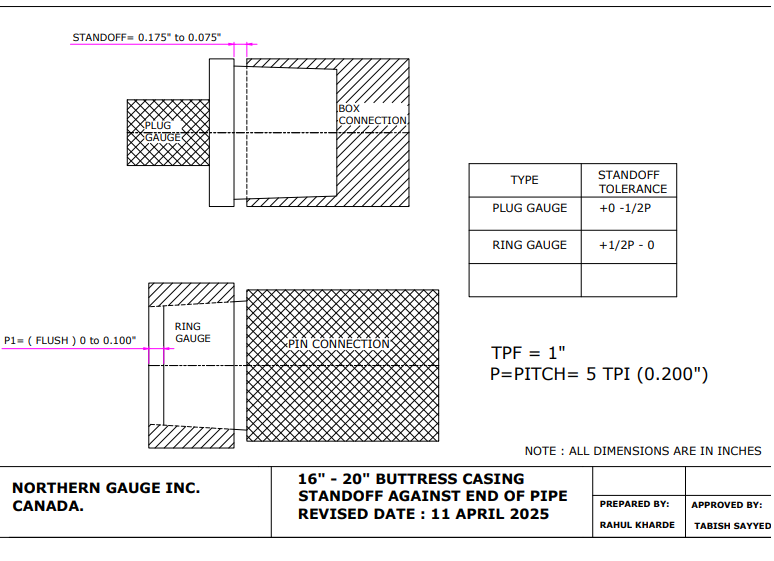
16″ to 20″ Buttress Casing Standoff Against End of Pipe
Insights
How to use API 7-2 Thread Gauges
Marketing 📅 June 24, 2022
How to use API 7-2 Thread Gauges
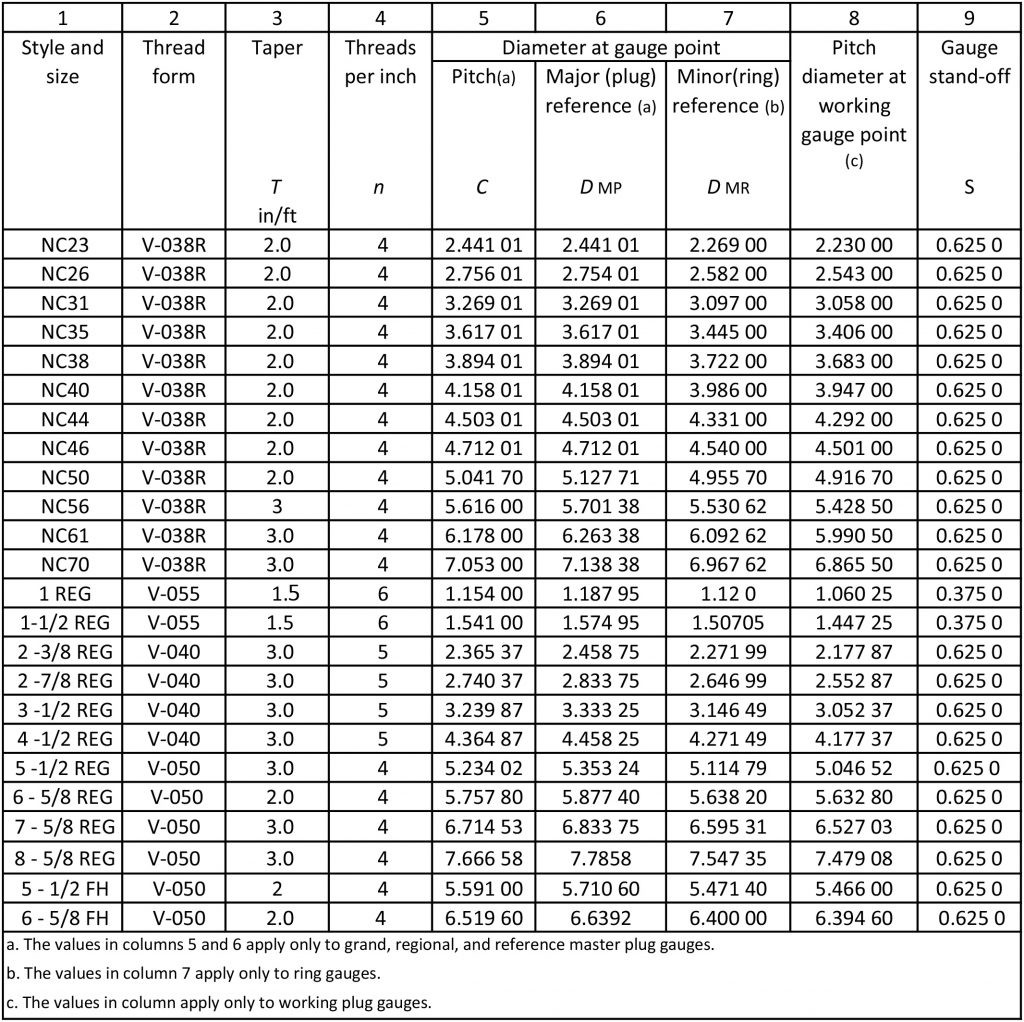
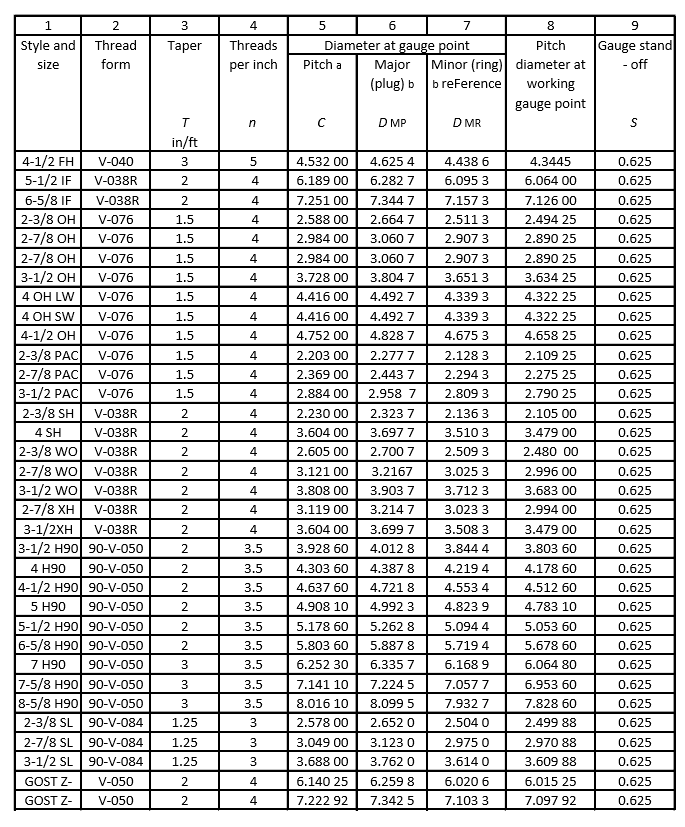
API 7-2 GAUGE TO PART 1″, 1-1/4″, 1-1/2″ MT-REG THREADS ONLY
Insights
What to look for in Precision Thread Gauging
Marketing 📅 June 19, 2022
Raw Material and Heat Treatment Stabilization Process
The industry standard is referred to as the ten percent rule. This practice requires that 10% of the product tolerance is divided between the GO AND NOGO gauges. For plug gauges we use a plus tolerance on the GO member; and a minus tolerance is applied to the NOGO member. Ring gauges receive a reverse tolerance; GO member is minus and NOGO is plus tolerance.
CNC Precision Matrix Thread Grinding Machines
All API 5B/7-2 are precision ground on CNC grinding machines. These Grinding machines are state of the art in grinding technology.
Precision Hand Lapping
When necessary hand lapping is the finishing process that removes small amounts of material from the gauge surface to bring it within its final tolerance limits. It is the final procedure when machines cannot do the job, and of paramount importance. This process of feeling a millionth's of inch is a true art.
Temperature Control & Traceability
All our gauges go through final inspection in a temperature controlled (20 degrees +/- .5 degree C) metrology lab. All API Master gauges are fully traceable to either NIST or NIM . Our long form certificate of inspection provides as much detail as possible showing evidence of dimensional compliance. We understand quality system documentation as well as value associated with it; and as a result we provide long form certificates FREE with every gauge we sell regardless of price.
Coated & Uncoated Threaded Components / Parts
If the threaded components like nuts and bolts have to be coated then it is necessary to check them prior to coating. The gauge can be suitably designed to check the before coating size depending upon the coating thickness. Normally it is only the go limit gauge which is necessary to be used for checking before coating. The component near to nogo limit automatically falls within the tolerance limit after coating.
Normally coating thickness 0.001″. Here the thickness is considered as either an increase or decrease in the pitch diameter. If the coating thickness considered normal to the thread flanks, the variation in diameter is four times the thickness for threads with 60 degree angle and slightly less for 55 degree.